Your shopping cart is empty!


- Thank you received: 0
Bitte legen Sie Ihr Passwort neu fest, da Ihr verschlüsseltes Passwort nicht ins neue Forum übernommen werden konnte!
Please set a new password, because we couldn't migrate it to the new forum!
dr.-hasenbein wrote:
Christoph Drube wrote: Wo genau ließ sich die Farbe entfernen? Nur im Übergangsbereich oder überall?
ja, nur im Übergangsbereich...aber in dem Teil der im Anodisier und Farbbad UNTER der Oberfläche war...
")
1. Wie kann man denn erkennen wann die versiegelung /der Porenverschluß abgeschlossen ist ? ausser in dem man an der Farbe scheuert und damit den Versuch evtl. schon "versaut" ?
2. ist eine "überdosierung" mit Sealsalz tragisch ?
Christoph Drube wrote: Eigentlich nimmt man die Teile kurz heraus und spült direkt mit kaltem Wasser ab.
Dass hier erst das Im-Topf-Lassen zu guten Ergebnissen führt, zeigt, dass die Versiegelung offensichlich noch nicht abgeschlossen war.
hmm... was kann man denn bei 1h Sealen mit dest. Wasser und Sealsalz noch falsch machen, Flüssigkeit hat permanent gekocht...!??
Wiedermal DANKE ist glaub ich mit Abstand der beste Support den ich überhaupt je erlebt hab !!!
Please Log in to join the conversation.
 Topic Author
Topic Author
")
Please Log in to join the conversation.
dr.-hasenbein wrote: So gestern gings los
Ein Ring war dabei der in der Natronlauge schwarz wurde, hab den dann trotzdem nach Anleitung gemacht, 30 min Farbbad bei ~35°-40° und er ist sehr gut geworden nur dunkler wie alle anderen Teile ob wohl bei allen gleiche einwirkzeiten...
eine von den großen Nutmuttern ist schlecht geworden, (wie gesagt, bei allen teilen die exakt gleiche Prozedur ) da bin ich ratlos was faul ist, Fleckig mit Belag, der nicht weggeht mit Polieren oder einreiben mit WD40 oder so... alle anderen Teile waren wirklich ok ! Ich möchte auch meinen das Teil wurde beim Anodisieren gräulich dunkler als vorher... (in echt noch weit schlimmer wie ichs fotografieren konnte...)
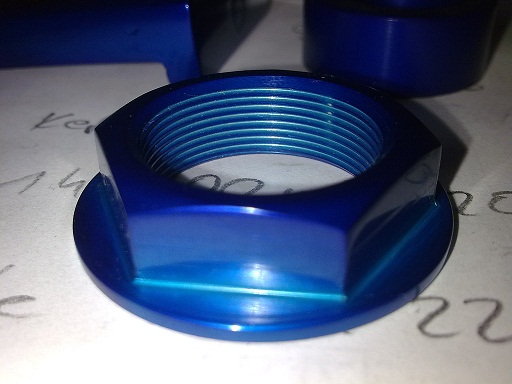
-ist es Normal das in engen 90° Ecken das Ergebnis Heller wird ? siehe die Mutter mit dem "Kragen" ? (vom Galvanisieren weiß ich das enge Ecken und hohlräume schlecht bis gar nicht beschichtet werden wollen, weil dort die Stromverwirbelung am Bauteil so schlecht ist...
-warum gasen manche Teile beim Anodisieren recht stark (Bläschenbildung) und manche Teile fast gar nicht ?
Please Log in to join the conversation.
Please Log in to join the conversation.
Please Log in to join the conversation.
Siggi wrote: bitten sie doch alle forenteinehmer ihre e-mail adr.
und oder telefon-nr. anzugeben. damit wird doch kein geheimnis
verraten.
Please Log in to join the conversation.
Please Log in to join the conversation.